

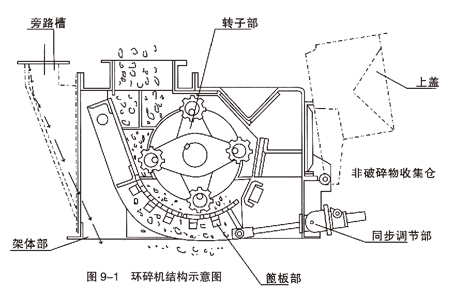
環錘式破碎機環錘破碎機的結構如圖1所示,每件篩條主要是由2個篩片組成,靠2道肋來保持其相對距離,同時形成篩孔。多件篩條安裝排列后必須是一段圓弧,只有這樣才能使其與轉子部分有較均勻的間隙,從而達到較好的破碎效果。保證尺寸a>b,c>d是為了使篩條能承受一定的徑向沖擊力,尺寸e也較大,一般為80~100mm,又由于材質多為ZGMn13,因此在鑄造加工工藝方面使得其砂型的分型面、啟模以及模型芯子的固定難度都非常大,在澆鑄過程中由于尺寸a、6較小,一般為10~13mm,鋼水進入空腔時,對空腔的砂壁有一定的沖刷熔化作用,從而使兩篩片之間發生粘連或達不到設計的尺寸要求,從而影響了破碎后物料的通過,為了便于鑄造,其兩片篩片之間的肋也不能過多,這樣便使得篩孔成為一條長縫,通過的破碎物料中便有大量片狀的大物料加雜其中,從而大大降低了設備的破碎能力。高錳鑄鋼導熱性很差,在水韌處理時應緩慢加熱,加熱溫度偏低或保溫時間不足則韌性差,加熱溫度過高屈服點下降,沒經水韌處理的高錳鑄鋼機械性能極差,耐磨性不好不能實際應用,加熱至水韌處理溫度1050~1150℃,經水韌處理后,硬度通常為HB185~220。在強沖擊冷作的條件下,由于加工硬化,表面層的硬度可提高到HB550,心部則仍保持低硬度,因而具有優異的抗沖擊磨耗性能,在沖擊冷作強度不足的工況條件下,表面硬化層的硬度就不夠高,抗磨性也就不太好,在沒有沖擊冷作的情況下,由于其硬度不高,抗磨性甚至不如碳鋼或低合金鋼。例如:噴砂機的噴嘴,選用高錳鋼或碳素鋼來制造,它們的使用壽命幾乎是相同的,這是因為噴砂機的噴嘴所通過的小砂粒不能引起高錳鋼的硬化所致。




 鄧新 13940014498 鄧宇 13840200011
鄧新 13940014498 鄧宇 13840200011